Pour toutes questions et commentaires des clients, nous répondrons patiemment et méticuleusement.
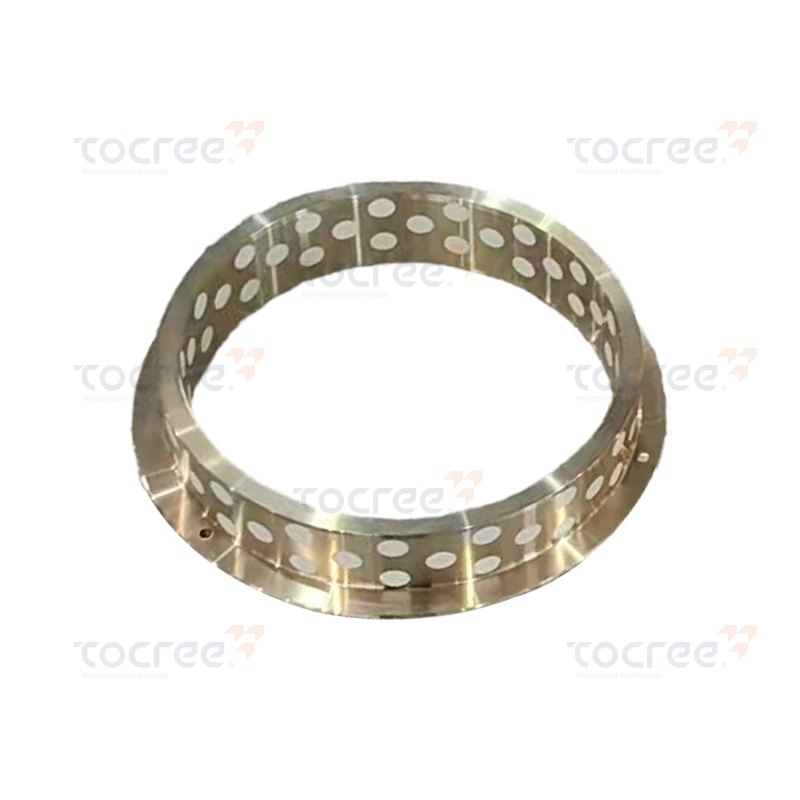
Structure matérielle : Laiton moulé en aluminium CuZn25Al6Fe3Mn3, avec insert en graphite. ...
Un roulement autolubrifiant à bride est un roulement lisse qui combine deux caractéristiques de conception importantes en un seul composant : une bride (un collier s'étendant radialement à une extrémité du roulement) qui assure un emplacement axial et une capacité de charge, et un revêtement ou un matériau autolubrifiant qui élimine le besoin de graisse ou d'huile externe pendant le fonctionnement. L'alésage intérieur du roulement supporte radialement un arbre rotatif ou oscillant, tandis que la bride repose contre une face ou un épaulement du boîtier pour résister aux forces axiales et empêcher le roulement de migrer le long de l'axe de l'arbre pendant l'utilisation. La propriété autolubrifiante provient de lubrifiants solides intégrés, imprégnés ou liés à la surface de roulement du roulement – généralement du PTFE (polytétrafluoroéthylène), du graphite, du bisulfure de molybdène (MoS₂) ou du bronze fritté imprégné d'huile – qui transfèrent en continu un mince film lubrifiant à la surface de l'arbre d'accouplement pendant le fonctionnement sans aucun apport de lubrification externe.
Également appelé roulement autolubrifiant à bagues à bride, roulement sans huile à bride ou roulement à bride sans entretien, ce composant résout l'un des défis les plus persistants de la conception mécanique : comment soutenir un arbre ou un pivot dans un endroit où l'accès régulier à la lubrification est difficile, peu pratique ou impossible. Des pivots de suspension automobile et joints de machines agricoles aux convoyeurs de transformation des aliments et aux équipements médicaux de précision, roulements autolubrifiants à bride permettre un fonctionnement fiable et sans entretien dans les applications où les roulements lubrifiés conventionnels nécessiteraient une fréquence de maintenance inacceptable ou contamineraient l'environnement du processus avec de la graisse ou de l'huile.
La bride est bien plus qu'un simple outil de positionnement : elle change fondamentalement ce que le roulement peut faire dans un assemblage. Une douille cylindrique ou un palier lisse standard supporte uniquement des charges radiales : des forces agissant perpendiculairement à l'axe de l'arbre. Dès qu'une force axiale est introduite (poussée d'un engrenage hélicoïdal, force d'un bras de levier, précharge du ressort le long de l'arbre ou gravité agissant sur un arbre orienté verticalement), une bague standard n'a aucun mécanisme pour réagir à cette force et l'arbre migre axialement jusqu'à ce qu'il entre en contact avec quelque chose d'autre, provoquant généralement un contact involontaire, du bruit, de l'usure ou un désalignement ailleurs dans l'assemblage.
La bride d'un roulement autolubrifiant à bride répond directement à cette limitation. La face de la bride, pressée contre un épaulement usiné du boîtier ou capturée entre deux faces de l'assemblage, réagit aux forces axiales sur toute sa surface, répartissant la charge sur une surface beaucoup plus grande que celle fournie par un simple contact d'extrémité. Cela réduit simultanément la pression de surface (prolongant la durée de vie du roulement sous charge combinée), élimine la migration axiale de l'arbre et fournit une référence de localisation axiale précise et reproductible pour l'arbre ou le composant rotatif. Dans de nombreuses conceptions, la bride sert également de surface de rondelle de butée pour une face de composant rotative, éliminant ainsi le besoin d'une rondelle de butée séparée et simplifiant l'assemblage tout en réduisant le nombre et le coût des composants.
La composition matérielle d'un roulement autolubrifiant à bride détermine pratiquement toutes les caractéristiques de performance : capacité de charge, limite de vitesse, plage de température, résistance chimique et durée de vie effective. Les principales familles de matériaux utilisées dans les roulements à brides sans entretien offrent chacune une enveloppe de performances distincte adaptée aux conditions d'application spécifiques.
La construction de roulements autolubrifiants à brides la plus largement utilisée dans les applications industrielles exigeantes se compose d'un support en acier (généralement en acier à faible teneur en carbone ou en acier inoxydable) avec une couche intermédiaire en bronze fritté sur laquelle est collée une couche coulissante à base de PTFE. La couche de PTFE, généralement de 0,01 à 0,03 mm d'épaisseur et souvent modifiée avec des charges telles que du plomb, de la fibre de verre ou de la fibre de carbone pour améliorer la capacité de charge et la résistance à l'usure, constitue la surface autolubrifiante. Cette construction à trois couches – acier/bronze/PTFE – combine la résistance structurelle du support en acier pour supporter des charges élevées avec les propriétés exceptionnelles de faible frottement et de résistance chimique du PTFE. Ces roulements fonctionnent efficacement sous des charges statiques allant jusqu'à 250 MPa, des charges dynamiques jusqu'à 140 MPa, des températures de -200°C à 280°C et des valeurs PV (pression × vitesse) allant jusqu'à environ 0,10 MPa·m/s, ce qui les rend adaptés à une très large gamme d'applications industrielles de pivotement et d'oscillation.
Les roulements autolubrifiants à bride en bronze fritté sont fabriqués en compactant de la poudre de bronze pour obtenir une forme de roulement à bride et en la frittant à haute température pour créer une structure métallique poreuse. Les pores, qui constituent généralement 20 à 30 % du volume du roulement, sont ensuite imprégnés d'huile lubrifiante sous vide. Pendant le fonctionnement, la dilatation thermique du matériau du roulement lorsqu'il se réchauffe pompe une petite quantité d'huile des pores vers la surface du roulement, lubrifiant ainsi l'arbre. Au fur et à mesure que le roulement refroidit pendant les périodes de repos, l'huile est réabsorbée. Ce mécanisme d'alimentation en huile auto-régénérant permet aux roulements à bride en bronze fritté de fonctionner sans entretien pendant des millions de cycles dans des applications à charge et vitesse modérées. Ils sont économiques, éprouvés et largement utilisés dans les appareils électroménagers, les outils électriques, les accessoires automobiles et les machines générales ayant des exigences photovoltaïques modérées.
Les roulements à bride en bronze massif avec des bouchons en graphite enfoncés dans des trous usinés dans la surface du roulement représentent une option premium pour les applications à haute température et à forte charge où la lubrification à base d'huile s'oxyderait ou s'évaporerait et où les roulements revêtus de PTFE seraient soumis à des contraintes thermiques excessives. Les bouchons en graphite transfèrent un film lubrifiant solide sur la surface de l'arbre d'accouplement pendant la rotation ou l'oscillation, maintenant la lubrification à des températures continues jusqu'à 400°C ou plus en fonction du composé de graphite spécifique utilisé. Ces roulements sont courants dans les fours industriels, les fours, les systèmes de convoyeurs à haute température, les équipements d'aciéries et les machines de fabrication de verre où l'environnement d'exploitation exclut tout lubrifiant organique et exige une solution de roulement véritablement inorganique et capable de résister aux hautes températures.
Les roulements autolubrifiants à bride fabriqués à partir de polymères techniques, notamment les composés PEEK, acétal (POM), nylon (PA), UHMWPE et PTFE, offrent une immunité à la corrosion, une isolation électrique, un faible poids et une résistance chimique que les roulements métalliques ne peuvent égaler. Les roulements à bride en polymère sont le choix standard pour les machines de transformation des aliments (où une construction sans métal est requise par les réglementations en matière de sécurité alimentaire), les applications marines et offshore (où l'eau de mer corroderait les alternatives métalliques), les équipements de traitement chimique et les dispositifs médicaux. Les roulements en polymère ont généralement une capacité de charge et une conductivité thermique inférieures à celles des types métalliques, mais fonctionnent parfaitement dans leur enveloppe de conception et ne nécessitent aucun entretien en service.
La sélection du matériau de roulement autolubrifiant à bride le plus approprié pour une application nécessite de comparer les paramètres de performance clés de chaque type aux exigences de fonctionnement spécifiques. Le tableau suivant résume les principales caractéristiques de performance des principales familles de matériaux pour roulements :
| Type de matériau | Charge maximale (MPa) | Plage de température (°C) | Résistance à la corrosion | Idéal pour |
| Acier/Bronze/PTFE | 140-250 | -200 à 280 | Bon (support SS : excellent) | Oscillant à haute charge, pivots |
| Bronze fritté/huile | 30-80 | -20 à 120 | Modéré | Modéré speed, general machinery |
| Bronze massif/Graphite | 80-200 | -50 à 400 | Bon | Haute température, industrie lourde |
| Polymère d'ingénierie | 10 à 60 | -40 à 250 | Excellent | Alimentaire, chimique, marin, médical |
| Composite PEEK | 40 à 100 | -60 à 250 | Excellent | Applications polymères hautes performances |
Les bagues autolubrifiantes à brides sont fabriquées selon des séries dimensionnelles standardisées qui simplifient l'interchangeabilité et la conception du boîtier. Comprendre les paramètres dimensionnels clés et les normes pertinentes permet aux ingénieurs de spécifier correctement les roulements et de les approvisionner auprès de plusieurs fournisseurs qualifiés.

Les roulements à bride sans huile trouvent leur application partout où un support d'arbre combiné à un emplacement axial et un fonctionnement sans entretien sont simultanément requis. L'étendue des secteurs et des applications dans lesquels ces roulements sont spécifiés reflète l'attrait universel de l'élimination de la maintenance de lubrification tout en ajoutant une capacité de contrainte axiale.
Les applications automobiles comprennent les pivots des bras de suspension, les joints de tringlerie de direction, les pivots du corps de papillon, les axes de charnière de porte, les mécanismes de réglage des sièges et les points de pivotement des pédales de frein – autant d'endroits où un accès régulier à la lubrification est peu pratique et où la combinaison d'un support de charge radial et axial est nécessaire. Les roulements à bride en PTFE à support en acier sont la norme dans ces applications car ils tolèrent les charges radiales et de poussée combinées de la géométrie de suspension, fonctionnent de manière fiable sur toute la plage de températures automobile et ne nécessitent aucun entretien pendant toute la durée de vie du véhicule.
Les équipements agricoles, notamment les joints de pivot de planteuse, les pivots de bras de levage de la plateforme, les pivots de rotor de moissonneuse-batteuse et les connexions de barre d'outils de cultivateur, sont confrontés à des environnements contaminés par de la terre, de la poussière, de l'eau et des produits agrochimiques qui élimineraient rapidement la lubrification à la graisse conventionnelle d'un roulement standard. Les roulements à bride autolubrifiants — en particulier les types en bronze/graphite pour leur tolérance à la saleté et les types à revêtement PTFE pour leur résistance chimique — assurent un fonctionnement fiable et sans entretien dans ces conditions difficiles. Les points de pivotement des équipements de construction sur les bras d'excavatrice, les tringleries de chargeuse et les roulements de tambour de compacteur bénéficient également de solutions de roulements à bride sans entretien qui éliminent la charge d'entretien de lubrification dans les environnements de chantier éloignés.
Les machines de transformation des aliments nécessitent des roulements qui fonctionnent sans risque de contamination par la graisse ou l'huile dans les zones où le contact avec les produits alimentaires est possible, qui tolèrent le lavage avec des produits chimiques de nettoyage agressifs et qui respectent les réglementations relatives à la sécurité alimentaire telles que FDA 21 CFR et EU 10/2011 pour les matériaux en contact avec les aliments. Les roulements autolubrifiants à brides en polymère – en particulier les types en acétal, UHMWPE et composites PTFE de qualité alimentaire – répondent à toutes ces exigences. Leur immunité aux acides, aux alcalis et aux désinfectants utilisés dans le nettoyage des usines alimentaires, combinée à leur fonctionnement sans entretien, en fait la spécification de roulement par défaut pour les maillons de chaîne de convoyeur, les palettes de mélangeur, les suiveurs de came de machine de remplissage et les joints de pivot d'équipement de portionnement.
Les articulations de bras robotiques, les pivots de guidage linéaire, les mécanismes de préhension et les joints de transfert de convoyeur dans les systèmes de fabrication automatisés nécessitent des performances de roulement précises et reproductibles sans entretien de lubrification — les intervalles de lubrification sont incompatibles avec le fonctionnement continu et sans surveillance des lignes de production automatisées. Les roulements autolubrifiants à bride offrent la précision dimensionnelle et la répétabilité de position nécessaires pour des performances constantes du robot, tandis que la bride fournit la précision de localisation axiale essentielle pour maintenir la précision du point central de l'outil (TCP) sur des millions de cycles.
Même les roulements autolubrifiants à bride de la plus haute qualité seront sous-performants ou tomberont en panne prématurément s'ils sont mal installés. Les pratiques d'installation suivantes sont essentielles pour atteindre la durée de vie complète prévue de ces composants.
Avec plusieurs types de matériaux, gammes de tailles et niveaux de performances disponibles auprès de nombreux fabricants, la sélection du roulement autolubrifiant à bride optimal pour une nouvelle conception ou une application de remplacement suit un processus d'évaluation systématique. Travailler sur les paramètres suivants dans l’ordre fournit un chemin structuré vers la spécification correcte :

Structure matérielle : Laiton moulé en aluminium CuZn25Al6Fe3Mn3, avec insert en graphite. ...
Haute résistance à la traction : La résistance à la traction de ce produit atteint jusqu'à 7...
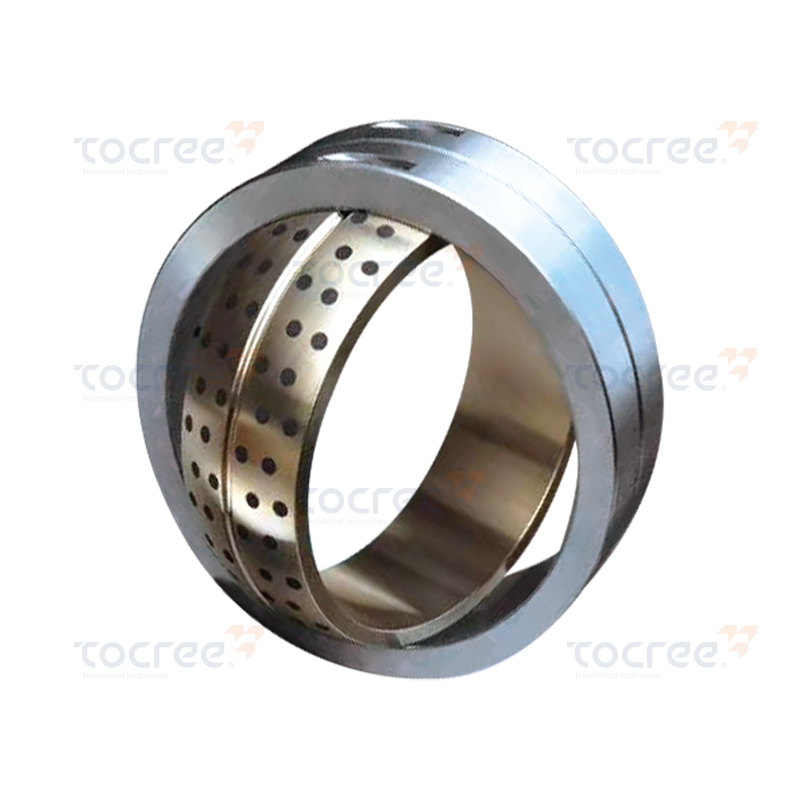
Ce roulement sphérique bimétallique autolubrifiant est conçu pour des performances et une durabil...
La bague sphérique en acier bronze est fabriquée en acier allié 42CrM04 et en laiton à haute rési...
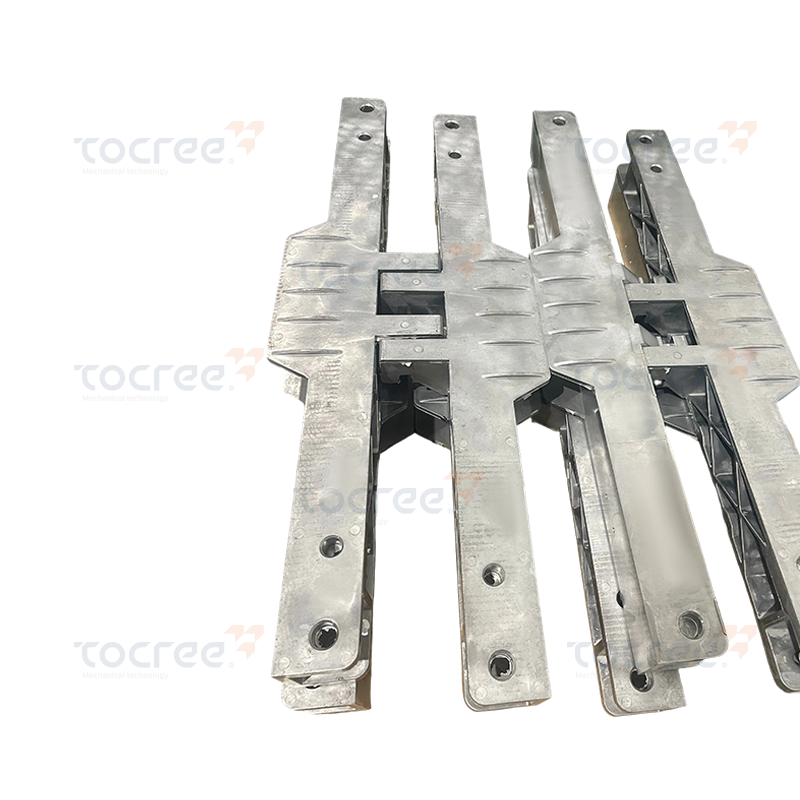
Ce cadre en alliage d'aluminium est spécialement conçu pour répondre aux exigences d'ap...
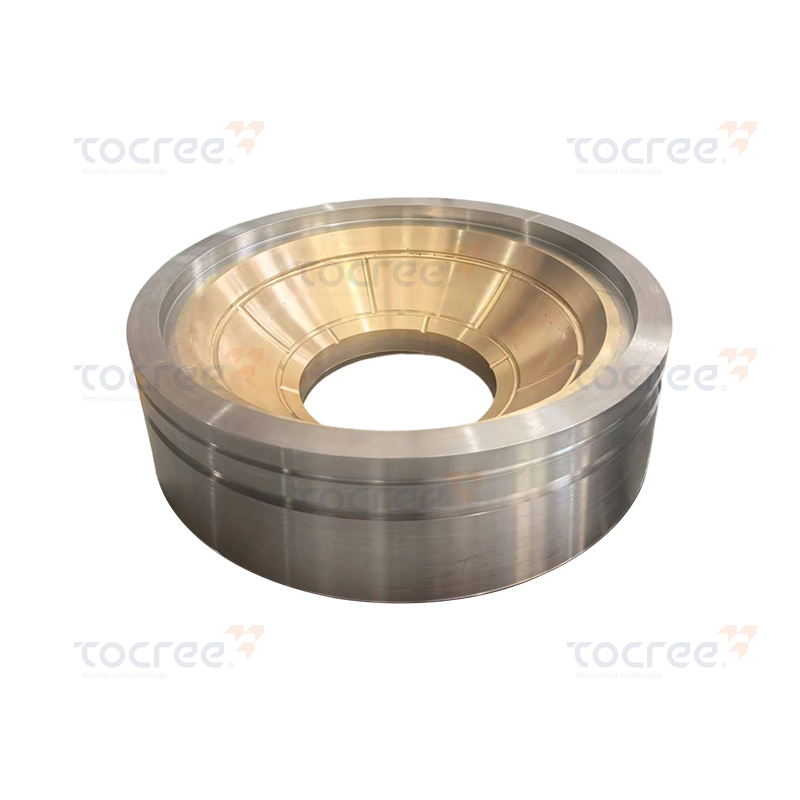
La plaque de poussée sphérique à base de cuivre est un composant en alliage de cuivre haute perfo...
Droit d'auteur © 2025 Jiashan Tocree Machinery Co., Ltd. Tous droits réservés.
Pièces de machines personnalisées en alliages de cuivre
