Pour toutes questions et commentaires des clients, nous répondrons patiemment et méticuleusement.
Cette douille en cuivre est fabriquée avec précision à partir de bronze étain de haute qualité co...
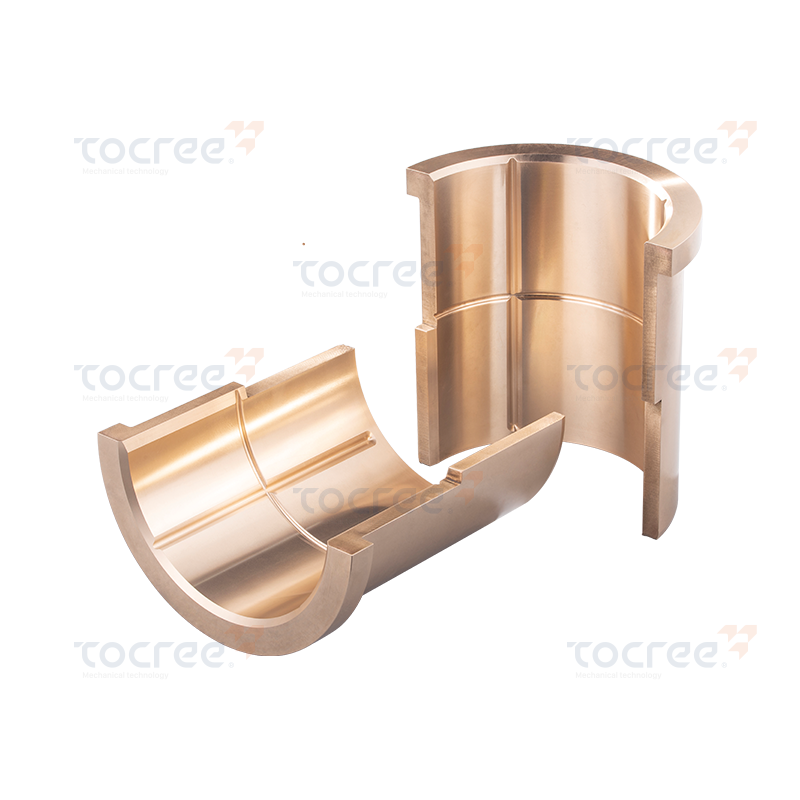
A curseur incurvé en alliage de cuivre - également appelé curseur à arc en bronze, bloc coulissant incurvé ou patin d'usure à profil d'arc - est un composant de friction de précision usiné à partir d'un alliage à base de cuivre et profilé avec une surface de glissement incurvée ou en forme d'arc. Contrairement aux larves linéaires plates ou aux plaques d'usure droites, la géométrie incurvée permet au composant de s'adapter aux mouvements de rotation, de pivotement ou de trajectoire d'arc tout en maintenant un contact complet avec la surface et une interface de friction cohérente sur toute la plage de mouvement. Cette géométrie fait du curseur à arc en alliage de cuivre le composant de choix partout où un axe de machine, une liaison, un mécanisme de moule ou un joint structurel doit guider le mouvement le long d'un rayon défini plutôt que d'une ligne droite.
Le choix de l’alliage de cuivre comme matériau de base est délibéré et techniquement fondé. Les alliages à base de cuivre, en particulier les bronzes d'aluminium, d'étain et de manganèse, combinent un ensemble unique de propriétés qu'aucun matériau ferreux ou polymère n'atteint à l'intersection de la capacité de charge, de la conductivité thermique, de la résistance à la corrosion et des performances tribologiques. Le pouvoir lubrifiant naturel du matériau contre les surfaces d'appui en acier, sa capacité à incorporer de fines particules abrasives sans danger plutôt que de leur permettre de rayer la surface de contact, et sa tolérance aux conditions de lubrification marginales ou intermittentes en font le matériau de référence pour les composants coulissants de précision dans les environnements industriels exigeants.
La différence fonctionnelle entre une surface coulissante plate et une surface coulissante courbe va au-delà de la géométrie. Lorsqu'un curseur se déplace le long d'un chemin d'arc, la mécanique de contact, la répartition de la pression et le comportement du film lubrifiant changent tous d'une manière qui affecte à la fois les performances et la durée de vie.
Dans un curseur linéaire plat, la pression de contact est relativement uniforme sur toute la face du patin à condition que le composant soit correctement aligné et supporté de manière adéquate. Dans un curseur incurvé en alliage de cuivre fonctionnant le long d'une piste ou d'un alésage en arc, le contact est conforme : la surface convexe ou concave du curseur correspond au rayon correspondant de la piste ou du boîtier d'accouplement. Le contact conforme répartit la charge appliquée sur tout l'arc de contact, réduisant considérablement la contrainte de contact maximale par rapport aux conditions de charge de bord ou de contact ponctuel qui surviennent lorsqu'un composant non profilé est forcé dans un mouvement de trajectoire d'arc. Une contrainte maximale plus faible se traduit directement par une durée de vie plus longue, une friction réduite et un risque réduit de fatigue de surface ou de grippage à l'interface.
La géométrie incurvée affecte également le comportement de lubrification hydrodynamique. Lorsque le curseur se déplace sur son arc, il génère un film de lubrifiant en forme de coin dans l'espace convergent en avant de la direction du mouvement – le même mécanisme qui génère le film d'huile dans un palier lisse hydrodynamique. Ce film auto-pressurisant réduit le contact métal sur métal et, dans les applications en mouvement continu, peut maintenir une séparation complète du film fluide entre le curseur et sa surface de contact, même à des vitesses de fonctionnement modérées. Pour les glissières incurvées en alliage de cuivre dans les glissières de moules à injection, les guidages de presses à forger et les outils de précision, ce comportement explique pourquoi les composants correctement conçus survivent souvent bien plus longtemps que ne le suggère leur durée de vie théorique calculée.
Tous les alliages de cuivre n'offrent pas des performances équivalentes dans les applications de curseurs courbes. Les conditions de charge, le matériau de la surface de contact, la température de fonctionnement, le régime de lubrification et la présence de milieux corrosifs influencent tous la famille d'alliages et la nuance spécifique qui fonctionneront le mieux. Les qualités suivantes dominent la production de curseurs incurvés dans les applications d'outillage et de machines industrielles.
Le bronze d'aluminium contenant environ 9 à 11 % d'aluminium avec des ajouts de fer, de nickel et de manganèse est l'alliage de référence pour les curseurs incurvés en alliage de cuivre haute performance dans les applications intensives. La phase kappa riche en aluminium répartie dans la matrice de cuivre offre une dureté exceptionnelle (dureté Brinell typique de 170 à 190 HB sous forme coulée, jusqu'à 220 HB après traitement thermique) ainsi qu'une résistance exceptionnelle à l'usure et à la corrosion. Le C95400 (désignation UNS) et son équivalent chinois QAl9-4-4-2 offrent des résistances à la traction de 620 à 690 MPa et des limites d'élasticité à la compression supérieures à 250 MPa — une capacité qui les rend adaptés aux contraintes de contact élevées rencontrées dans le guidage des presses à forger, les roulements de tige de vérin hydraulique et les glissières d'outillage de moules lourds. Les curseurs incurvés en bronze d'aluminium conservent leur résistance et leur dureté à des températures allant jusqu'à 500°C, ce qui en fait le seul alliage de cuivre conventionnel adapté aux opérations dépassant 250°C. Leur seule limitation est tribologique : les bronzes d'aluminium nécessitent une lubrification fiable et une surface de contact durcie (minimum 300–400 HBN) car ils n'ont pas l'incrustabilité naturelle et les propriétés anti-grippage des bronzes à l'étain et au plomb.
Le bronze à l'étain - contenant généralement 6 à 8 % d'étain avec des ajouts de zinc et de plomb - est l'alliage de cuivre à usage général pour les applications de curseurs courbes où la charge est modérée, les vitesses sont variables et une certaine tolérance de lubrification marginale est nécessaire. La phase de plomb dispersée dans le bronze à l'étain au plomb (la qualité commerciale la plus courante) fonctionne comme un lubrifiant solide : dans des conditions de film d'huile inadéquat, le plomb s'étale sur la surface de contact, empêchant le grippage métal sur métal et comblant les courtes interruptions de lubrification sans dommage. Cette « possibilité d'incorporation » permet également aux fines particules abrasives qui pénètrent dans la zone de contact d'être absorbées dans la matrice molle plutôt que de rayer la surface de contact. Les curseurs incurvés en bronze étain sont le choix standard pour les mécanismes coulissants de moulage par injection, les suiveurs de came, les cales de machines générales et toute application combinant des pressions de contact modérées avec la possibilité de conditions de lubrification sèche ou limite. La dureté typique est de 60 à 75 HB et la résistance à la traction de 240 à 280 MPa — appropriées pour la plupart des applications d'outillage et industrielles générales, mais insuffisantes pour les environnements de contraintes de contact les plus élevées servis par le bronze d'aluminium.
Le bronze au manganèse est un alliage cuivre-zinc à haute résistance avec des ajouts d'aluminium, de manganèse, de fer et parfois de nickel qui produisent des résistances à la traction de 760 à 900 MPa et des duretés de 200 à 230 HB. Cela le positionne entre le bronze d'aluminium et le bronze d'étain dans le spectre des performances de glissement - plus résistant que le bronze d'étain mais avec de meilleures caractéristiques anti-grippage que les qualités de bronze d'aluminium standard. Les curseurs incurvés en bronze au manganèse sont utilisés dans les machines portuaires et les grues, les points de pivotement des équipements de construction, le matériel marin et les composants de direction de véhicules lourds où la capacité de charge structurelle et le guidage du mouvement en arc de cercle sont requis simultanément. Les versions sans plomb portant la désignation CuZn25Al5Mn4Fe3 (conformes à RoHS et REACH) sont de plus en plus spécifiées sur les marchés européens et nord-américains.
Le bronze au phosphore (bronze à l'étain avec des ajouts de phosphore qui désoxydent la masse fondue et améliorent la qualité de la coulée) est utilisé dans les applications de curseurs incurvés nécessitant une résistance élevée à la fatigue et un coefficient de frottement constant sur des cycles de service prolongés. Le phosphore affine la structure des grains et augmente la limite élastique de l'alliage, ce qui est particulièrement utile dans les applications avec un mouvement d'arc oscillant (plutôt que continu) où le curseur inverse la direction à plusieurs reprises sous charge. Les applications typiques incluent les mécanismes d'instruments, les sièges de soupapes et les composants d'outillage de précision où la stabilité dimensionnelle sous charge cyclique compte plus que la capacité de charge maximale.
| Propriété | Aluminium Bronze C95400 | Bronze étain C93200 | Bronze au manganèse C86300 | Bronze phosphoreux C54400 |
|---|---|---|---|---|
| Dureté (HB) | 170-220 | 60-75 | 200-230 | 80-100 |
| Résistance à la traction (MPa) | 620-690 | 240-280 | 760-900 | 310-380 |
| Température de service maximale. | 500°C | 250°C | 300°C | 200°C |
| Propriétés anti-épileptiques | Modéré (nécessite un lubrifiant fiable) | Excellent (phase plomb) | Bon | Bon |
| Résistance à la corrosion | Excellent | Bon | Bon | Bon |
| Version autolubrifiante | Oui (fiche graphite) | Oui (imprégné d'huile) | Limité | Oui (fritté) |
| Qualité sans plomb disponible | Oui | Limité (Bi substitute) | Oui | Oui |
| Applications principales | Moules lourds, presse à forger, marine, haute température | Glissières de moulage par injection, outillage général, suiveurs de came | Machinerie portuaire, construction, quincaillerie marine | Outillage de précision, mécanismes oscillants, instruments |
L'un des développements les plus importants dans la technologie des curseurs incurvés en alliage de cuivre est l'intégration d'un lubrifiant solide dans le corps du curseur lui-même, produisant un composant qui assure sa propre lubrification tout au long de sa durée de vie sans dépendre d'un approvisionnement externe en huile ou en graisse. Les curseurs en bronze incurvés autolubrifiants sont fabriqués en perçant ou en coulant un motif de trous ou de canaux dans la face de glissement et en pressant un matériau lubrifiant solide - le plus souvent du graphite, mais également du PTFE, du bisulfure de molybdène (MoS₂) ou une combinaison de ceux-ci - dans ces réservoirs.
Le principe de conception est essentiel : les trous du réservoir de lubrifiant doivent être positionnés de telle sorte que lorsque le curseur se déplace sur son arc, chaque point de la surface de contact passe sur au moins une poche de lubrifiant pendant une seule course complète. Cela garantit que toute la zone de contact reçoit un mince film lubrifiant continu déposé directement par le graphite ou le PTFE au moment du contact. Dans un curseur incurvé autolubrifiant bien conçu, ce mécanisme maintient les conditions limites de lubrification sur toute la face de contact, même pendant un fonctionnement prolongé sans aucun événement de lubrification externe, ce qui en fait la spécification standard pour :
La densité et le diamètre du motif de bouchon de lubrifiant sont conçus pour l'application spécifique : les mécanismes à grande vitesse avec des courses courtes nécessitent un motif de bouchon plus dense que les composants lents avec une longue course. Un modèle standard courant pour les plaques d'usure incurvées en bronze d'aluminium utilise des bouchons en graphite de 8 mm de diamètre à un espacement central de 30 à 40 mm, disposés en grille décalée pour assurer une couverture continue de lubrifiant sur la face coulissante à n'importe quelle position dans la plage de mouvement de l'arc.

La géométrie de l'arc incurvé combinée aux propriétés tribologiques de l'alliage de cuivre crée un composant qui résout des problèmes d'ingénierie spécifiques dans un large éventail d'industries. Les applications suivantes représentent les cas d’utilisation les plus volumineux et les plus exigeants.
Les moules d'injection et les outils de moulage sous pression utilisent des mécanismes coulissants angulaires ou incurvés comme systèmes d'extraction de noyau pour former des contre-dépouilles dans des pièces en plastique ou en métal qui ne peuvent pas être éjectées d'un moule à traction droite. Lorsque le moule s'ouvre, ces curseurs – souvent appelés « actions latérales » – doivent se déplacer le long d'un arc défini ou d'un chemin incliné pour rétracter le noyau de formage avant que la pièce puisse être éjectée. Les curseurs incurvés en alliage de cuivre servent dans ce contexte de surface d'usure entre le bloc coulissant mobile et son guidage dans le fond du moule. La conductivité thermique élevée du bronze d'aluminium et du bronze d'étain - jusqu'à 10 fois supérieure à celle de l'acier à outils - les rend particulièrement utiles ici : le curseur évacue rapidement la chaleur de l'outillage, réduisant ainsi le temps de cycle et évitant les points chauds dans les zones inaccessibles à l'eau de refroidissement. L'AMPCO-18 (un alliage de bronze d'aluminium) est l'une des qualités commerciales utilisées pour les plaques d'usure des curseurs de moulage par injection, précisément pour cette combinaison de propriétés de glissement et de performances thermiques.
Le vérin ou le coulisseau d'une presse à forger ou d'une presse à emboutir doit se déplacer avec une grande précision le long d'un chemin guidé pour maintenir un alignement précis entre les moitiés supérieure et inférieure de la matrice. Dans les presses utilisant des mécanismes d'entraînement à chemin d'arc ou excentriques, le système de guidage du coulisseau de la presse intègre des plaques d'usure incurvées en bronze ou des cales à profil d'arc pour s'adapter à la légère composante de rotation du mouvement du vérin pendant que l'excentrique se déplace tout au long de son cycle de travail. Les larves incurvées en bronze au manganèse et en bronze d'aluminium sont les matériaux standard pour les guidages de coulisses de presse dans les presses à fort tonnage, où les pressions de contact peuvent atteindre 15 à 25 MPa et où le système de guidage doit maintenir une précision d'alignement inférieure à 0,05 mm pendant des millions de cycles de presse.
Les flèches d'excavatrice, les flèches de grue, les bras de chargeuse et les points de montage des vérins hydrauliques impliquent tous des joints pivotants qui tournent sur un arc défini dans des conditions de fonctionnement difficiles, souvent soumises à des chocs. Les curseurs incurvés en alliage de cuivre dans ces joints - généralement sous la forme de doublures d'arc en demi-coquille ou de patins d'usure en forme de secteur - répartissent la charge de pivotement sur tout l'arc de contact et fournissent la surface à faible friction et résistante à l'usure nécessaire pour maintenir les jeux de joints dans les limites des spécifications pendant des années de fonctionnement sur le terrain dans des environnements abrasifs et souvent humides. L'excellente résistance à la corrosion du bronze d'aluminium en fait le choix d'alliage dominant pour les applications de construction extérieure et de joints pivotants marins.
Les pompes et moteurs hydrauliques à pistons axiaux utilisent des curseurs en bronze incurvés - souvent appelés patins ou plaques de retenue - pour guider les pistons alternatifs à travers la plaque de soupape et maintenir le film hydrostatique qui scelle la chambre de pression de chaque piston. Le profil incurvé de ces composants correspond au rayon d'alésage du bloc-cylindres, garantissant un contact conforme et une répartition uniforme de la pression sur tout l'angle de fonctionnement. Les nuances de bronze à l'étain et de bronze au phosphore sont couramment utilisées pour ces composants hydrauliques coulissants de précision en raison de leur excellente stabilité dimensionnelle, de leur résistance aux attaques des fluides hydrauliques et de leur comportement de friction prévisible sur de larges plages de pression et de température.
Les ponts à grande portée, les toits de stades et les bâtiments industriels utilisent des ensembles de roulements à expansion incurvés pour permettre la dilatation thermique et le mouvement sismique tout en transmettant les charges verticales à la sous-structure. Les plaques coulissantes en arc de bronze dans ces roulements - généralement en bronze d'étain ou en bronze d'aluminium en fonction de l'ampleur de la charge et de l'exposition à la corrosion - fournissent une surface de glissement incurvée à faible frottement qui s'adapte aux mouvements de rotation et de translation subis par la structure. Ces composants peuvent rester en service pendant 30 à 50 ans avec un entretien minimal, ce qui rend la résistance à la corrosion et la durabilité inhérentes aux alliages de cuivre particulièrement précieuses dans cette application.
La spécification d'un curseur incurvé en alliage de cuivre pour une nouvelle application ou un remplacement implique de définir plusieurs paramètres interdépendants. Les corriger dès la phase de spécification évite les inadéquations de géométrie et de matériaux qui provoquent une usure prématurée ou un ajustement incorrect dans l'assemblage.
Les curseurs incurvés en alliage de cuivre sont conçus comme composants de remplacement de l'usure : ils constituent l'élément d'usure sacrificiel de l'assemblage, destiné à protéger les surfaces de contact les plus coûteuses de l'usure et à être remplacés lorsqu'ils sont portés au-delà de leur limite de service. Pour gérer cela correctement, il faut connaître les indicateurs d'usure, les critères de remplacement et savoir comment prolonger les intervalles d'entretien grâce à des pratiques de maintenance correctes.
L'usure d'un curseur incurvé en alliage de cuivre est plus facilement surveillée en mesurant le jeu d'assemblage entre le curseur et son guide ou alésage d'accouplement à des intervalles définis. Les nouvelles installations ont généralement un jeu de conception de 0,02 à 0,08 mm pour les applications d'outillage de précision et de 0,05 à 0,20 mm pour les machines générales. Lorsque ce jeu a augmenté d'un multiple défini de la valeur initiale (généralement 3 à 5 fois le jeu initial est utilisé comme déclencheur de remplacement dans l'outillage de précision), la précision du guidage de la trajectoire de l'arc s'est dégradée à un niveau qui affecte la qualité de la pièce ou l'alignement de la matrice. Dans les applications de machines lourdes, le critère est souvent l'apparition d'un jeu ou d'un cliquetis détectable dans l'assemblage lors d'une inversion de charge.
L'inspection visuelle de la face coulissante fournit des informations supplémentaires : une usure uniforme et polie sur toute la face de l'arc indique une bonne répartition des contacts et un alignement correct. Une usure concentrée sur les bords ou à des positions angulaires spécifiques indique un désalignement, une surcharge dans une partie de la plage de l'arc ou une correspondance incorrecte du rayon d'arc entre le curseur et le rail de guidage - conditions qui raccourcissent la durée de vie et doivent être étudiées et corrigées au moment du remplacement, et ne sont pas acceptées comme normales.
Pour les curseurs courbes en alliage de cuivre lubrifiés extérieurement, l'intervalle de lubrification dépend des conditions de fonctionnement : charge, vitesse, température et niveau de contamination. Un point de départ général pour les curseurs incurvés en bronze lubrifiés à la graisse dans les machines industrielles est une relubrification toutes les 100 à 250 heures de fonctionnement dans des conditions normales, réduisant à toutes les 40 à 80 heures dans des environnements à forte charge, poussiéreux ou humides. Le lubrifiant préféré pour la plupart des curseurs incurvés en alliage de cuivre est une graisse EP (extrême pression) avec un épaississant complexe au lithium, NLGI Grade 2, contenant 3 à 5 % de bisulfure de molybdène ou de graphite comme additif lubrifiant solide. La lubrification à l'huile est préférable dans les applications à mouvement continu où un film d'huile peut être maintenu — ISO VG 68 à ISO VG 220 en fonction de la vitesse de fonctionnement et de la température. Évitez les lubrifiants contenant des additifs EP chlorés sur les curseurs en alliage de cuivre, car le chlore attaque les alliages cuivre-étain et cuivre-zinc et provoque une corrosion accélérée de la surface de glissement.
Cette douille en cuivre est fabriquée avec précision à partir de bronze étain de haute qualité co...

Structure matérielle : Laiton moulé en aluminium CuZn25Al6Fe3Mn3, avec insert en graphite. ...

Le curseur incurvé en alliage de cuivre est fabriqué en bronze d'étain haute performance com...

La bague à bride en acier bronze combine les avantages de l'acier allié SCM435 et du laiton ...
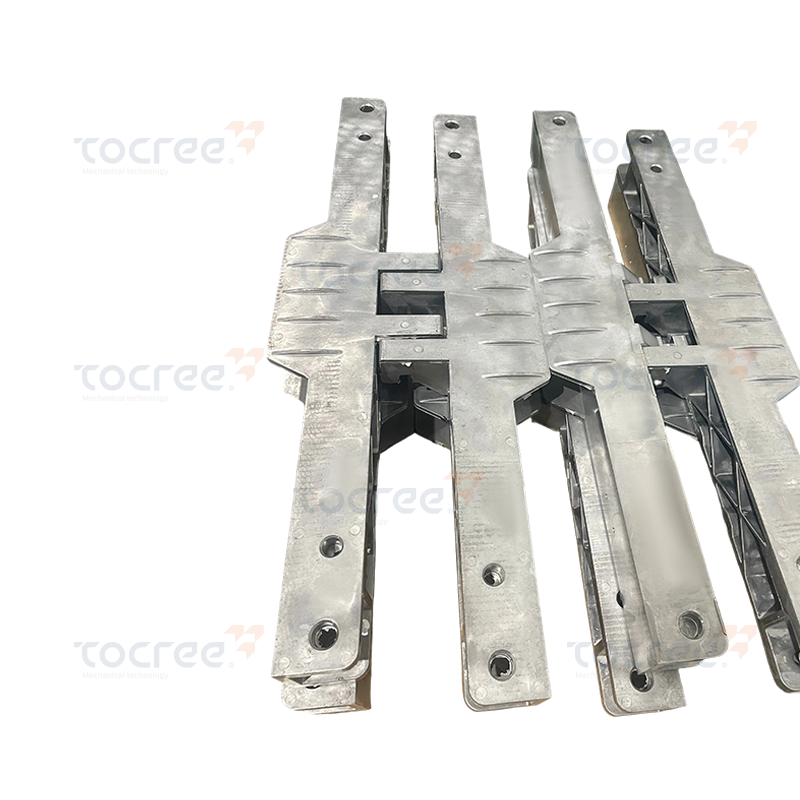
Ce cadre en alliage d'aluminium est spécialement conçu pour répondre aux exigences d'ap...
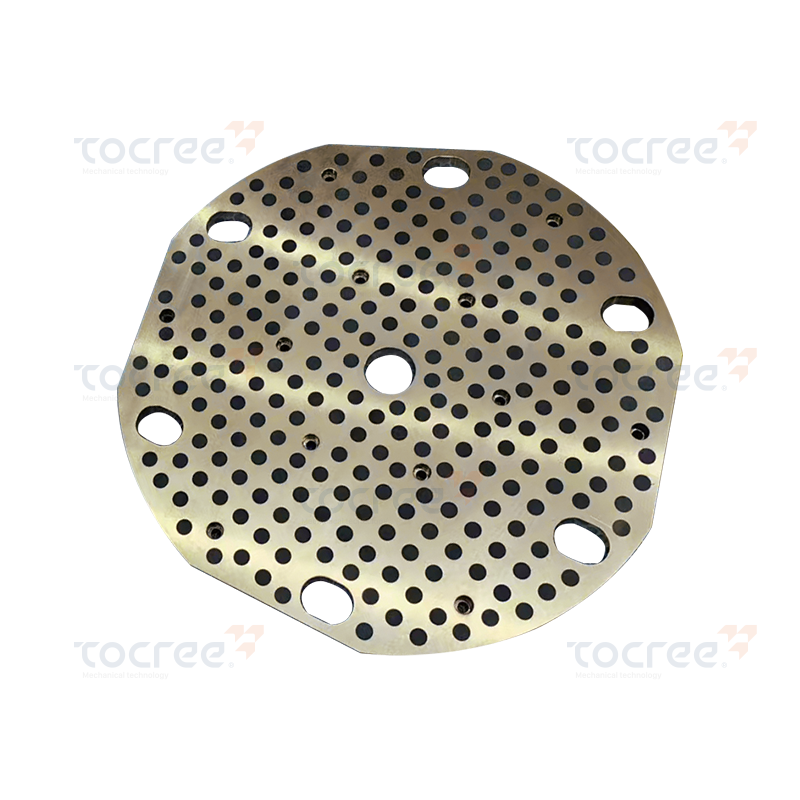
Le joint en graphite à base de cuivre est constitué d'un alliage cuivre-zinc de haute qualit...
Droit d'auteur © 2025 Jiashan Tocree Machinery Co., Ltd. Tous droits réservés.
Pièces de machines personnalisées en alliages de cuivre
